在鋁合金銑削加工中,刀片的選擇至關(guān)重要,它直接影響加工效率、表面質(zhì)量和成本。鋁合金具有質(zhì)地軟、粘性大、導熱性好等特點,因此對刀片有特定的要求。
一、 常用刀片材料
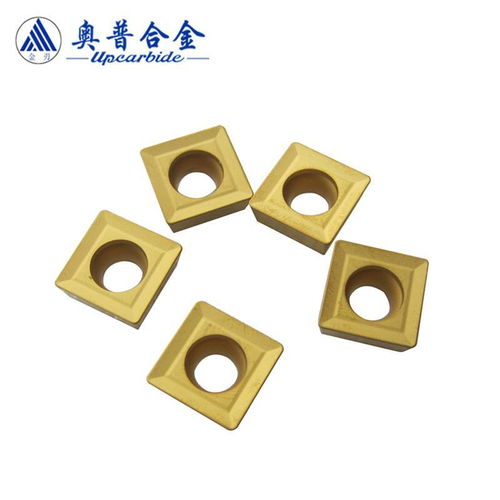
1. 硬質(zhì)合金刀片:這是最主流的選擇。針對鋁合金加工,通常采用細晶粒或超細晶粒的硬質(zhì)合金基體,以確保刃口鋒利和耐磨性。
2. 金剛石涂層刀片:在硬質(zhì)合金基體上涂覆一層CVD或PCD(聚晶金剛石)薄膜。金剛石與鋁合金的親和力極低,能有效防止積屑瘤,顯著提高刀具壽命和加工表面光潔度,特別適合大批量、高速精加工。
3. PCD(聚晶金剛石)刀片:由金剛石微粉在高溫高壓下燒結(jié)而成。它是加工高硅鋁合金等難加工鋁合金的理想選擇,耐磨性極高,壽命是硬質(zhì)合金刀具的數(shù)十倍甚至上百倍,但成本也更高。
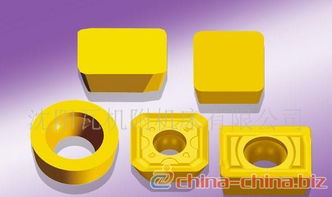
二、 刀片幾何參數(shù)與槽型選擇
1. 鋒利的切削刃:鋁合金切削要求刃口非常鋒利(通常有較大的前角和后角),以降低切削力,減少塑性變形和積屑瘤的產(chǎn)生,實現(xiàn)輕快切削。
2. 大排屑空間:刀片的前刀面應(yīng)光滑,并設(shè)計有流暢的大容量排屑槽,確保粘性的鋁屑能迅速排出,避免劃傷已加工表面或造成刀具損壞。
3. 特殊的斷屑設(shè)計:對于某些工況,可能需要帶斷屑槽的刀片來控制切屑。
三、 應(yīng)用建議
粗加工:追求金屬去除率,可選擇多齒、具有良好排屑槽型的硬質(zhì)合金刀片,或金剛石涂層刀片。
精加工:追求高表面質(zhì)量和尺寸精度,應(yīng)優(yōu)先選擇鋒利的金剛石涂層刀片或PCD刀片。
* 高速銑削:鋁合金非常適合高速加工。此時必須選用專為高速設(shè)計、動平衡性能好、帶金剛石涂層的刀片,以充分發(fā)揮設(shè)備潛能,并保證安全。
****:銑削鋁合金時,推薦優(yōu)先考慮鋒利的、帶金剛石涂層的硬質(zhì)合金刀片,它在性能與成本間取得了良好平衡。對于要求極高的精加工或加工高硅鋁合金,PCD刀片是最佳選擇。正確選擇刀片后,還需配合合理的切削參數(shù)(高轉(zhuǎn)速、大進給、適當?shù)那猩睿┖统浞值睦鋮s(通常使用氣冷或油霧冷卻,防止鋁屑粘附),才能實現(xiàn)高效、高質(zhì)量的鋁合金銑削加工。